一、概述
我国已持续近好几年的电力供应短缺的现象,到目前更加严峻,电力需求受GDP的高速增长拉动,继续高速增长,并呈“工业用电继续保持快速增长,高耗电行业用电增长居高不下”的特征。而电力供应能力则增加有限,出现持续供应不足的局面,致使电力供需矛盾紧张,缺电范围和持续缺电地区进一步扩大。
对于塑料制品行业来说,电耗是其生产成本的主要部分,而注塑机是塑料制品厂的主要能耗设备之一,注塑机的能耗成为注塑行业降低成本,提高产品竞争力的有效途径。
目前绝大多数的注塑机都属于液压传动注塑机,液压传动系统中的动力由电机带动油泵提供。在注塑周期过程中的变化,注塑机在不同工序下需要的流量和压力不同,必须依靠流量阀和压力阀调节不同工序所须的流量和压力不同,以及负荷变化很大,由于定量泵不可调节输出功率,因此多余的能量只能在挡板,油路泄露,油的温升中消耗,加剧了各种阀的的磨损,又造成油温过高,电机噪音过大,以及机械寿命缩短等现象。并且通常在设计电机的容量比实际需要高出很多,存在“大马拉小车”的现象,造成电能的在量浪费。因此注塑机节能改造,对于减少能源费,提高竞争能力具有重要意义。
二、工作原理
塑料注射成型是利用三种状态(固态-液态-固态),借助于注塑机和模具成型出所需要的塑料制品。尽管所有的注塑机不尽相同,但注塑机的工作流程基本是相同。如图一所示,大致可分为七道工序:锁模、射胶、保压、溶塑、冷却、开模、顶针(顶针进、顶针退、射座退)等。每一动作的完成都有时间、压力、速度、位置等几个参数的精妙配合,也就是说在某一位置的位移都有相应的压力和速度,且在不同的位置和时间内其压力和速度都是可变的。同时每一动作完成后发出终止信号传送给程序控制器,程序控制器收到信号后才发出执行下一动作的指令。每一道工序都需要用不同的工作压力和流量,除了高压锁模、射胶及溶塑动作需要较大压力外,其它工序都工作在很小压力下,其压力和流量是靠压力比例阀和流量比例阀来调节,通过调节压力比例阀和流量比例阀的开启度来控制压力和流量大小。

注塑机节能原理:
除过电动式注塑机,其它都属于液压传动注塑机,液压传动系统中的动力由电机带动油泵提供。在注塑周期过程中的变化,注塑机在不同工序下需要的流量和压力不同,必须依靠流量阀和压力阀调节不同工序所须的流量和压力,由于定量泵不可调节输出功率,因此多余的能量只能在挡板,油路泄露,这部分泄露的能量就是我们要节约的能量所在.节能装置根据注塑工艺要求提供所需能量,不再有多余的能量泄露是所有注塑节能改造的最基本依据.
改造原理:
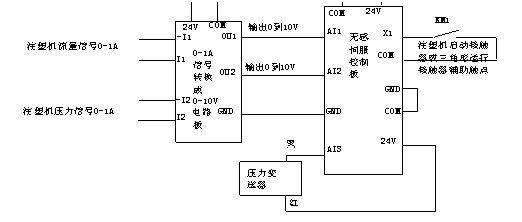
根据注塑机的的工作原理与特性,6800系列注塑专用异步伺服比例流量信号作为驱动器的主输入信号(无感伺服运行时主要有流量信号控制速度,当系统压力大于或等于设定压力时,无感伺服进入PID运算),另外比例压力作为系统伺服系统压力给定信号,压力变送器信号进行液压系统反馈给无感伺服使电机,在整个变化的负荷范围内,使系统压力稳定在给定压力附近,让能量消耗达到所需的最小范围,并确保电机平稳、精确地运行、即保证产品质量又节约电能,真正做到经济实用。
三、系统配置
6810S注塑专用异步伺服采用压力闭环对注塑机机电机进行驱动,控制注塑机整个液压系统完成产品加工。
控制回路接线:
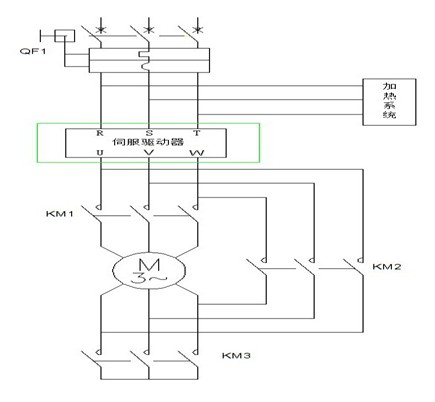
主回路接线
四.改造后的设备的优点
节能效果明显:可达30%-65%
优化电气设施:减轻液压马达负荷,
延长整机寿命:节电器控制速度标准稳定,软启动(开电网冲击),减轻开锁模震动,避免设备撞击,降低油温,延长密封件使命周期,从而使得整机寿命达到延长。
操作方便:生产中不需要对节电器进行调整,全程自动跟踪控制,且有多种保护功能,简单、安全、方便。
降低噪声:改造后设备噪音降低约10DB,设备动作更稳,作业环境得到改善。
转换灵活:无感伺服转换柜方便用户在任何时候,进行工频到伺服或伺服到工频的切换
